
一、引言
工厂现场制程品质管理核心:一次做好,持续追求产品零缺陷.
三不原则:全员对制造合格产品负责,不制造不良品,不接收不良品,不流转不良品 丰田公司倡导的自主顺次检查理念在工厂现场的最重要的运用就是生产线作业中的三检机制导入,以下重点介绍三检制度的定义内容及在企业实施落地方案
二、三检的定义及内容
什么叫三检:
“三检”是指“自检、互检、专检”,也就是实行作业员自检、工序之间互检和专职检验人员专检相结合的一种检验制度。
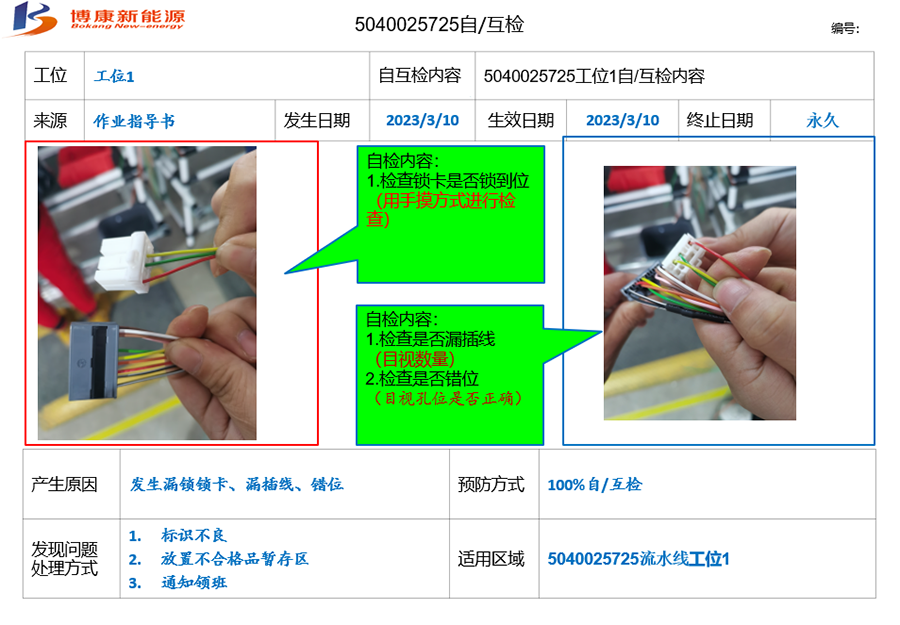
1.自检:作业员在作业过程中严格按照作业指导书要求规范操作,完工后按照工艺要求对作业状态进行自主检查.
2.互检:后工序对前工序作业内容进行二次检查确认
1)自/互检作业内容是唯一确定的说明:
例:
A员工装配门锁,互检门限位
B员工装配锁住,互检逆变电源
C员工装配逆变电源,互检门锁、锁住
D员工装配雨刮上线,互检雨刮分装
E员工装配直通,互检雨刮上线
F员工装配工具箱盖板,互检直通

2).自互检人员是唯一确定的(自/互检人员是相邻工序作业员,并封闭在班组内部)
3) 自/互检作业步骤、标记方法是唯一确定的
标识自/互检标识时,以横线为主,无法划横线时划竖线.连接件或螺母划竖线标识.特殊情况不方便标识可以考虑贴小标签进行

3.专检:检验员按照检验作业指导书对产品状态进行专业的检查和测量,并填写相应记录。
专检是对自检/互检实施的补充,也是品质部门介入生产作业质量评价的手段,
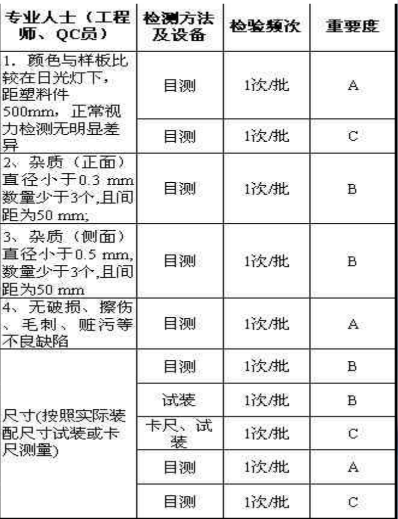
在关键的工位可以策划专业的检验员实施随线过程专检:确定检验方法和工具,检验频率,重要度.检出异常及时反馈生产作业员改善,预防不良品往后工序流动.,
专业检验是现代化大生产劳动分工的客观要求,它是互检和自检不能取代的。三检制必须以专业检验为主导,这是由于现代生产中,检验已成为专门的工种和技术,专职检验人员无论对产品的技术要求、工艺知识和检验技能,都比生产工人熟练,所用检测量仪也比较精密,检验结果比较可靠,检验效率也比较高;其次,由于生产工人有生产量的要求及流水线作业时间限制,所以容易产生错检和漏检,有时作业员的情绪状态也有影响
三、三检在生产线推进实施落地步骤
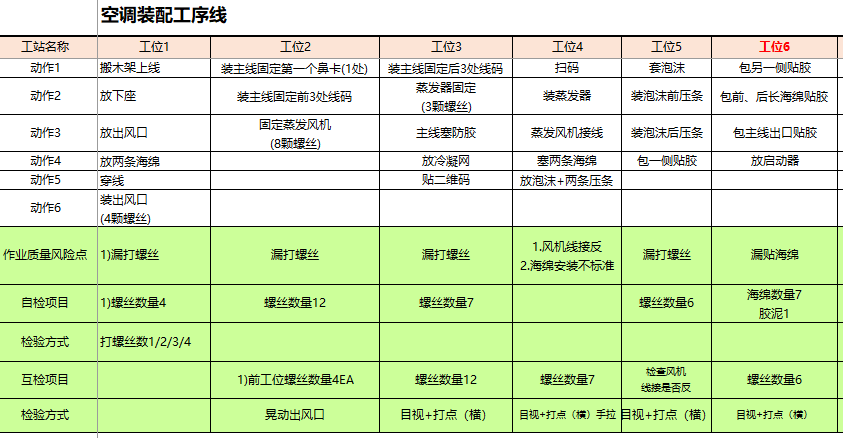
1按工位别确定作业质量风险点
各工位自检/互检内容明确,并确定检验项目/检验方式/工具
2.三检内容制度培训:
针对需要培训的员工,首先一对一讲解三检步骤及标识标记方法,接着按照三检步骤及标记方法进行示范,然后听工人自己对三检步骤及标识标记方法的认识理解,再看工人三检步骤及标记方法进行作业的情况,最后统一认识,规范标准
我讲你听,我做你看;你讲我听,你做我看”
3.实施不良检出信息记录并统计管理
5 三检检出不良信息内容实施日/周/月复盘总结
6.需改善作业标准内容或技能事项现场辅导教育:
通过错误的作业方式导致不良的案例邀请相关人员制定标准的作业方法及步骤
培训该工位员工,培训记录在案持续推进实施现场十分钟教育:
One Point Lesson,又名为“OPL-单点教材”是由员工挖掘OPL课题,编写教材,经评审后对班组的工友讲解/培训,并将培训过的教材登记并公开展示,便于大家参考,最后编辑成册,统一管理。
通过持续教育传播的规范化的作业动作及细节,提高工人作业能力,一次做好
降低不良的发生
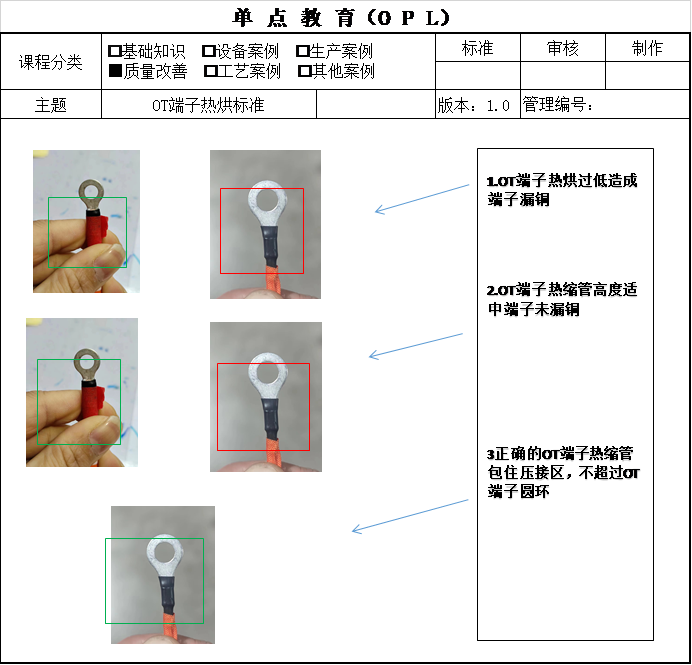
6-1单点教育OPL实施案例
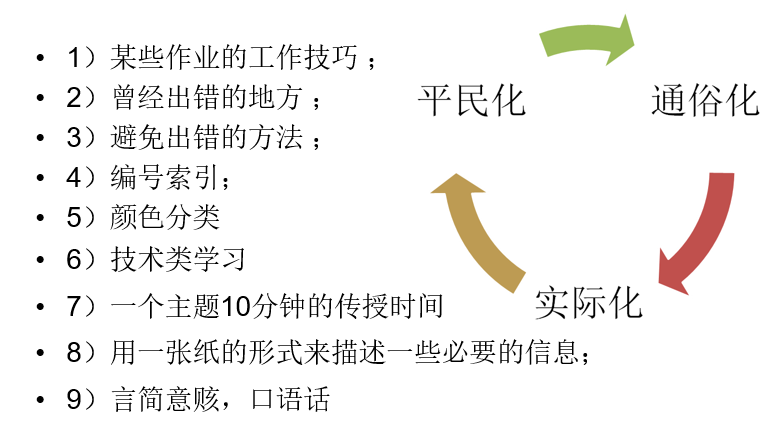
6-2十分钟教材的编写要点
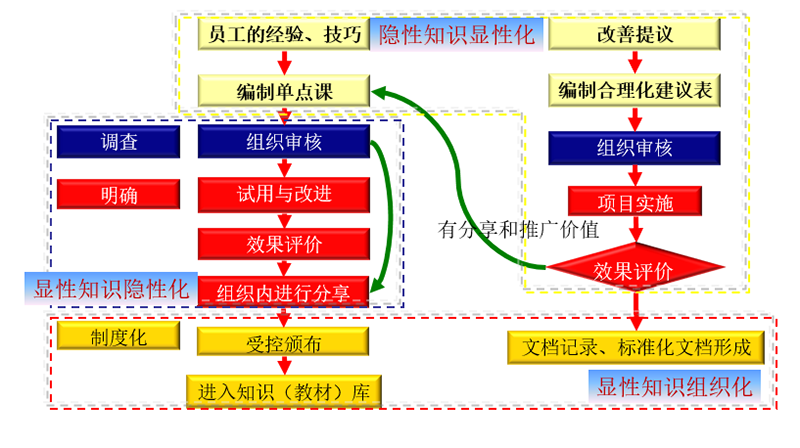
6-3 十分钟教育知识管理模型
四、总结:
现场品质管理的重在全员参入,品质管理不是哪个部门哪个人的责任,三检制度是通过作业员的自/互检在生产现场贯彻落实“下一个工序就是客户”理念,通过专业的作业和检验员的技能传播和沉淀,提高全员的质量意识及作业技能.持续追求产品零缺陷.

点击下载更多高胜咨询资料


扫码关注视频号


扫码加微信


扫码关注抖音号



